
In the limestone processing industry, dust is generated throughout the entire process, from raw material mining to final product packaging. Dust filter bags, which are a fundamental component of dust control, are not only related to production compliance and environmental safety, but also directly affect a company’s resource utilization efficiency and the occupational health of employees. This article systematically discusses the importance and working principles of filter bags, and analyzes the characteristics of two main types of filter bags, providing references for the selection of filter bags in limestone plants.
 Dust collection filter bags play a very important role in limestone production.
Dust collection filter bags play a very important role in limestone production.
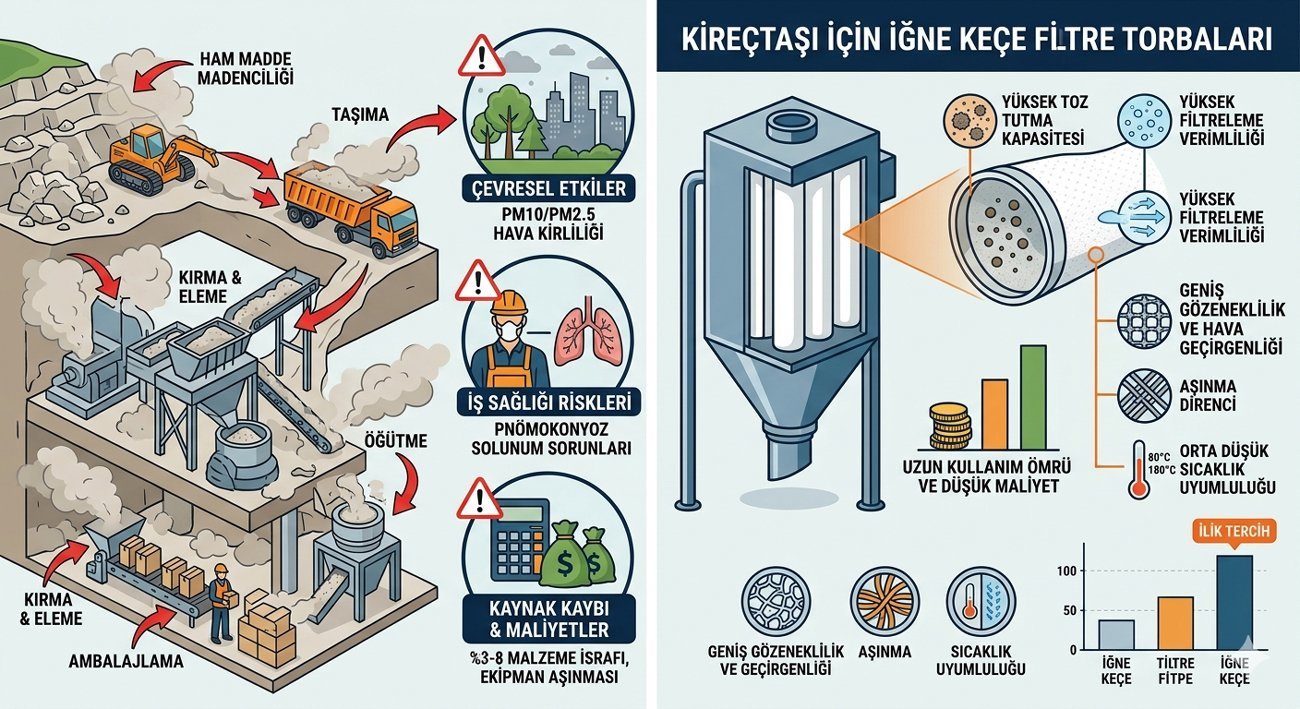
Limestone, which is an important raw material for chemical products such as calcium carbonate, cement, and metallurgical flux, undergoes many processes including conveying, drying, crushing, screening, grinding, and packaging. Due to material collisions and airflow disturbances, each process generates a large amount of dust (mainly calcium carbonate with particle sizes ranging from 0.1 to 10 microns). If this dust is not effectively collected, it can lead to many problems:
Environmental ; Uncollected dust can be carried by the wind, causing excessive increases in particulate matter (PM10/PM2.5) concentrations in and around the facility, leading to violations of air emission standards and environmental penalties. In addition, dust accumulation can contaminate soil and water, damaging the ecological environment.
Occupational health ; Long-term inhalation of limestone dust can cause pneumoconiosis (irreversible lung fibrosis) in workers. It can also irritate the respiratory tract and eyes, increasing the risk of respiratory infections and endangering employee health.
In terms of resources and costs ; Limestone dust is a recyclable raw material, and failure to collect it leads to material waste (statistics show that dust loss rates during limestone processing can reach 3–8%). Moreover, dust adheres to equipment surfaces, accelerating wear, clogging pipes and valves, and increasing maintenance costs and downtime.
It should be noted that the performance of the filter fabric directly determines filtration efficiency and service life. High-quality filter fabrics must have appropriate density (preventing dust penetration while ensuring air permeability), good heat resistance (to adapt to high-temperature gas flows during limestone drying and calcination processes, typically ranging from 80°C to 180°C), certain corrosion resistance (to cope with trace acidic gases that may be present during limestone processing), and high mechanical strength (to withstand airflow impact and abrasion during dust cleaning).
Considering the characteristics of limestone dust (non-strongly abrasive, low viscosity, and generally medium-low temperature conditions), the basic requirements for filter bags in limestone plants are “high dust holding capacity, high filtration efficiency, long service life, and low cost”. Among these, needle-punched felt filter bags have become the first choice for limestone plants due to their “high porosity, good air permeability, and abrasion resistance.”